






Автоматическая система управления протяжкой фольги с голограммами машины горячего тиснения на основе цилиндровой машины фирмы Гейдельберг
В полиграфической машине предназначенной для нанесения голографических изображений с фольги на печатную продукцию нужно осуществлять перемещение и позиционирование фольги с четырёх рулонов с точностью 0,01мм. Программа работы каждого рулона может отличаться от программы работы другого рулона.
Решение
На машине устанавливаются четыре сервопривода. Все сервоприводы одновременно выполняют протяжку фольги из рулонов. Каждый сервопривод осуществляет протяжку фольги в соответствии с заданием оператора. Загрузка размеров протяжек выполняется при программировании и не меняется во время тиража. Имеется возможность выбора количества работающих сервоприводов.
Размер протяжки может изменяться от 0мм до 520мм. Количество протяжек может быть от 1 до 99 для каждого сервопривода. Протяжки с первой до предпоследней имеют одинаковый размер. Размер заключительной протяжки может отличаться от предыдущих. На один ход таллера выполняется одна заданная протяжка.
Предусмотрены два режима работы сервоприводов: с меткой и без метки. Начало очередной протяжки для всех сервоприводов одновременно задается командой от электромагнитного датчика позиции подвижного стола — таллера. Окончание протяжки — или по сигналу оптического датчика о подходе специальной метки на голографической фольге или в соответствии с заданным размером протяжки при работе с фольгой без метки.
При работе с оптической меткой протяжка выполняется на величину, чуть меньшую задания, затем скорость протяжки уменьшается до минимальной величины и окончание протяжки происходит с приходом сигнала от оптического датчика. Точность отработки заданной позиции 0,04мм при использовании серводвигателей с резольвером, обеспечивающем разрешение 1/4000 оборота двигателя. Точность отработки заданной протяжки 0,25мм и обеспечивается точностью определения положения метки с помощью оптического датчика.
Протяжка материала на предельную величину 520мм выполняется за время не более 0,5с, после протяжки следует пауза 0,5с. Т.о. цикл работы сервоприводов составляет 1с, а максимальная производительность машины составляет 3600 циклов в час.
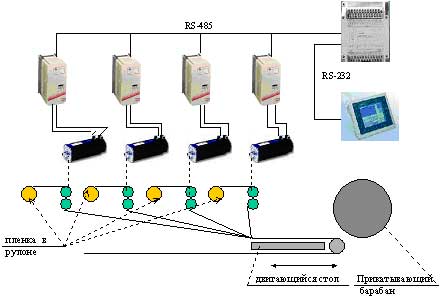
Рулоны, сервоприводы, оптические датчики располагаются на таллере. На поверхности таллера расположена подогреваемая плита с рабочей температурой до 200ОС, поэтому приемник оптического датчика должен выдерживать эту температуру. Плита имеет 4 зоны нагрева и подогревается с помощью ТЭНов. Температура зон поддерживается с помощью 4-х температурных контроллеров.
Сервоприводы и рулоны располагаются на периферии стола. Рулоны располагаются на одной оси с одной стороны стола, сервоприводы — друг за другом с другой стороны стола, фольга протягивается над столом. Заправка рулонов в валы протяжки сервоприводов выполняется вручную. Отработанная фольга опять наматывается в рулоны с помощью устройств подмотки фольги, которые приводятся в действие с помощью тех же сервоприводов. Имеется оптический датчик отпечатанных листов.
Управление сервоприводами выполняется с помощью сенсорного экрана. С сенсорного экрана задаются размеры протяжек для каждого сервопривода. После включения питания появляется изображение первого экрана с номером N1. На первом экране индицируется производительность машины (ц/час), расход фольги каждым приводом при протяжке (м) с кнопками "Сброс", задание на тираж "Тираж ХХХХХ" (шт), количество отпечатанных листов "Листов ХХХХХ" (шт).
На первом экране имеется кнопка "Ввод программы", с помощью которой открывается экран N2. Здесь для каждого сервопривода задается количество протяжек в соответствующем поле. Количество протяжек может быть от 0 до 99. Протяжки с первой до предпоследней имеют одинаковый размер. Размер заключительной протяжки может отличаться от предыдущих и задается индивидуально. После ввода количества протяжек оператор нажимает "Задать размер" для соответствующего сервопривода и переходит к одному из экранов N3-N6, в которых задаются размеры протяжек для приводов с номерами N1-N4. На этих экранах под надписью "Координаты позиционирования" располагаются 2 поля ввода числовой информации. В поле 1 = ХХХ . ХХ вводится величина позиционирования для первой — предпоследней протяжек, в поле 2 = ХХХ . ХХ вводится величина позиционирования для заключительной протяжки.
Пример 1: для привода N1 на экране N2 установили 8 протяжек, на экране N3 ввели в поле 1 = 25.00, в поле 2 = 400.00. В этом случае привод N1 отработает 7 шагов по 25.00мм и затем 1 шаг на 400.00мм, потом цикл повториться.
Пример 2: для привода N2 на экране N2 установили 1 протяжку, на экране N4 ввели в поле 1 = 25.00, в поле 2 = 400.00. В этом случае привод N2 отработает 1шаг на 25.00мм и далее цикл повториться.
После программирования нажимаются необходимо вернуться к первому экрану и нажать кнопки "Поиск метки" для каждого привода. В результате на первом экране вместо надписи "Поиск метки" появится надпись "Работа". Далее, для работы машины необходимо подать сигнал "Разрешена работа" от дополнительного электромагнитного датчика, связанного с рукояткой управления машиной.
Для связи сенсорного экрана с сервоприводом при выполнении функций программирования, для управления рабочими режимами сервоприводов и отображения рабочих параметров машины и используется программируемый контроллер. Сигнал электромагнитного датчика поступают в контроллер. Сигналы оптических датчиков поступают только на сервоприводы и обеспечивают останов сервоприводов для окончания протяжки.
Преимущества данной системы
1.Простота в настройке и эксплуатации системы.
2.Повышенная производительность, то есть возможность работать на больших скоростях без потери точности при позиционировании.

