Система натяжения и подачи основы (СНиПО) ткацкого станка СТБУ
Схема управления натяжением и подачей основы для ткацкого станка СТБУ (до модернизации)
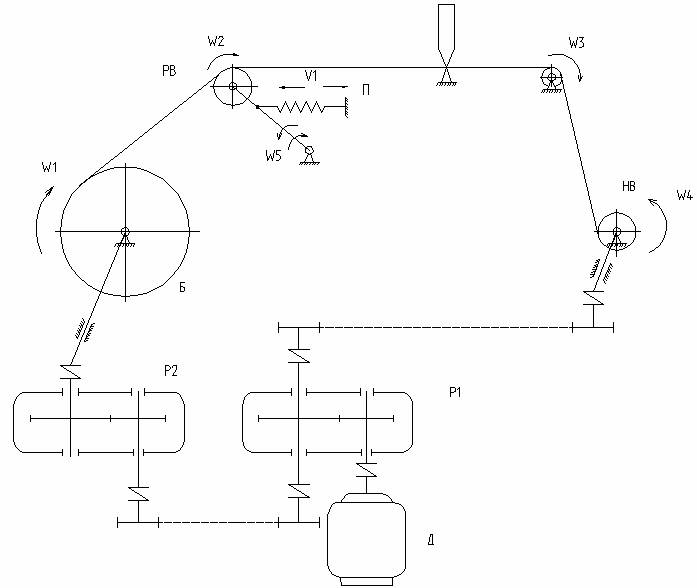
Где: Б-барабан содержащий навой
PB - вал регулирующий натяжение основы
П - регулирующая пружина натяжения основы
НВ -намоточный вал содержащий готовую ткань
Р1,Р2 -редукторы
Д- приводной двигатель
Задача:
Из кинематической схемы механизма видно что система подачи основы в рабочую зону станка кинематически связанна с системой навоя готовой продукции т.к диаметр навоя барабана Б (Рис 1) зависит от количества основы таким образом при установившемся режиме работы линейная скорость подачи основы изменяется пропорционально диаметру навоя т.е Vл=w1*Rб где:w1-угловая скорость барабана(кинематически связанна со скоростью навоя готовой продукции),Rб-радиус барабана содержащего основы.Таким образом количество основы подаваемое в рабочую зону станка в различные моменты времени не одинаково и как следствие этого натяжение основы не постоянно . Чтобы натяжение основы не зависело от линейной скорости подачи в данной кинематической схеме применена пружина П которая корректируя положение РВ(регулирующего вала) в зависимости от скорости поддерживает натяжение постоянным.Однако в квазиустановившемся режиме работы станка пружина П совершает колебательный процесс с частотой колебаний зависящий от диаметра барабана Б..Такой колебательный процесс негативно сказывается на качестве готовой продукции.Задача: выполнить систему регулирования натяжения основой кинематически независимой и таким образом решить вопрос частоты вынужденных колебаний пружинного элемента П в зависимости от количества навоя.
Решение:
Схема управления натяжением и подачей основы для ткацкого станка СТБУ (после модернизации N1)
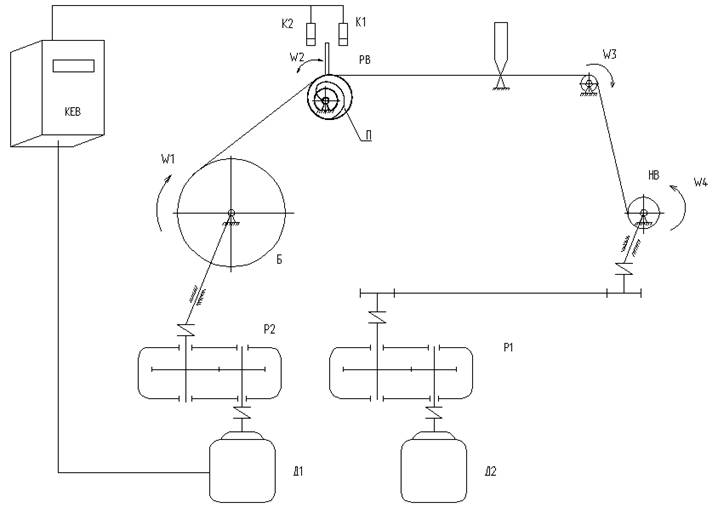
Где: Б-барабан содержащий навой
PB - вал регулирующий натяжение основы
П - регулирующая пружина натяжения основы
НВ -намоточный вал содержащий готовую ткань
Р1,Р2 -редукторы
Д1, Д2- приводные двигатели
K1,K2-концевые датчики
Для решения этой задачи был применён частотный преобразователь KEB COMBIVERT F5-C со встроенный ПИ-регулятором . Величина подачи навоя задается с помощью аналоговой(0-10 В) или цифровой уставки оператором в зависимости от параметров технологического процесса. С помошью функции встроенной в преобразователь ФПД(функции потенциометра двигателя) задача стабилизации величины натяжения основы решается следуюшим образом :с помощью торсиона П (см Рис 2) оператор задает желаемое значение величины натяжения основы , активизирует режим "розыск раза"(т.е необходимо разместить сигнальный флажок между концевыми датчиками К1 и К2) ,запускает станок. В процессе работы натяжение нити меняется(в зависимости от величины навоя основы , рабочего цикла машины),указательный флажок изменяет свое положение и приближается к одному из концевых выключателей К1 или К2 при срабатывании которых двигатель Д1 начинает увеличивать или уменьшать, в зависимости от сработавшего датчика, скорость вращения барабана Б с заданным ускорением поддерживая натяжение основы на уровне заданного торсионом и не зависяшим от диаметра навоя .Таким образом решается задача кинематически независимого поддержания величины натяжения основы. Однако при таком решении этой задачи выясняется следующий недостаток: наличие дискретных датчиков К1 и К2 делает невозможным аналоговое(непрерывное) управление натяжением навоя что неизбежно приводит к колебаниям величины натяжения зависящей от дистанции между датчиками.Для устранения указанного недостатка(при повышенных требованиях к качеству готовой продукции) применяется следующая схема модернизации:
Схема управления натяжением и подачей основы для ткацкого станка СТБУ (после модернизации N2)
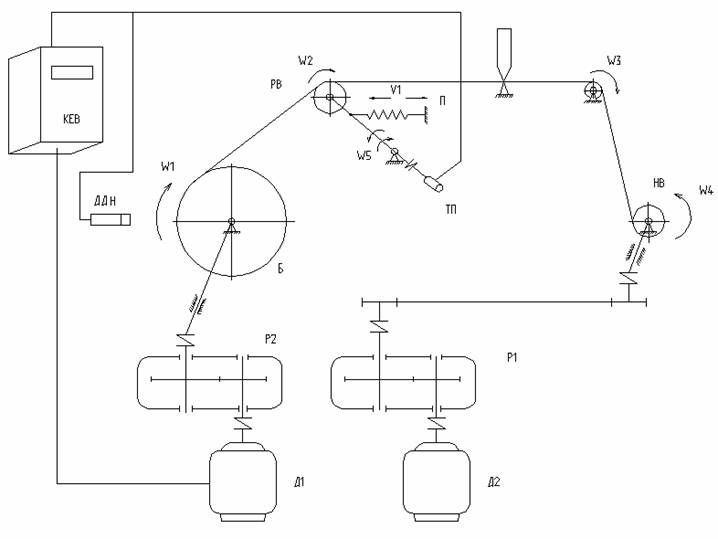
Где: Б-барабан содержащий навой
PB - вал фиксируюший натяжение основы
П - регулирующая пружина датчика натяжения основы
НВ -намоточный вал содержащий готовую ткань
Р1,Р2 -редукторы
Д1,Д2- приводные двигатели
ТП-танцующий потенциометр (датчик угла поворота вала фиксирующего натяжение основы)
ДДН -датчик диаметра навоя на барабане Б
Для реализации этой задачи используется преобразователь чатоты KEB COMBIVERT F4-C .Принцип работы такого варианта модернизации похож на первый вариант:величина натяжения основы задается пружинным элементом П.Однако значение натяжения основы определяется не дискретными сигналами К1, К2, а аналоговым сигналом с "танцующего потенциометра" ТП(см. Рис. 3) в диапазоне 0-10В,задание на величину подачи основы выполняется путем суммирования уставки скорости заданной оператором и уставки полученной с ДДН(датчик диаметра навоя),что позволяет в независимости от диаметра навоя определять скорость вращения двигателя Д1.При технологических остановах станка с последуюшим пуском преобразователь разгоняется до скорости определяемой сигналом ДДН и заданием оператора с минимальным временем разгона таким образом технологические перерывы ,благодаря такому способу вычисления уставки, не влияют на качество продукции.
Результаты:
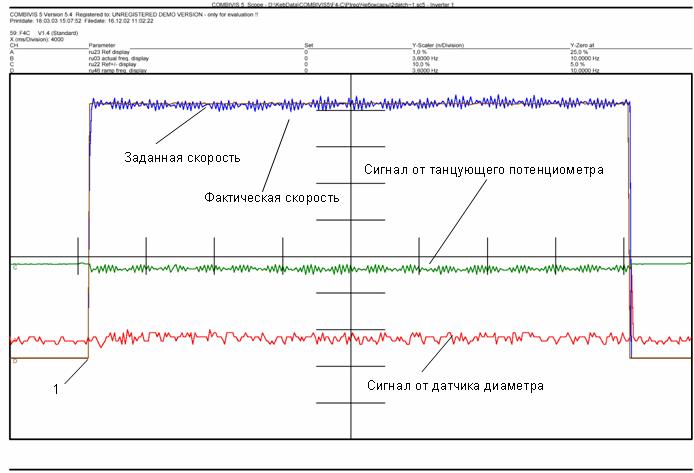
Ниже приведены графики заданной скорости двигателя (от датчика диаметра) и реальной скорости двигателя (регулируемой в зависимости от РВ). Из этих графиком мы видим как происходит постоянное регулирование реальной скорости относительно заданной.
При выключении системы (например, обрыв нити) и последующем включении (см. точка 1 на осциллограмме), двигатель моментально выходит на заданную скорость и далее происходит регулирование относительно этой скорости. Таким образом, мы имеем достаточно короткий переходной процесс, что весьма важно для получения качественной ткани.
Осциллограмма записанная с помощью программного обеспечения COMBIVIS